

یکی از کاربردی ترین و در حال پر طرفدارترین روش های موجود در صنعت آبکاری به منظور پوشش فلزات، آبکاری به روش غوطه وری گرم می باشد که از معروف ترین نمونه های استفاده از آن می توان به ورق های گالوانیزه اشاره کرد. استفاده از این روش تنها برای پوشش های دارای نقطه ذوب پایین امکان پذیر می باشد. برای مثال پوشش های روی با دمای ذوب ۴۲۰ درجه سانتی گراد، پوشش قلع با دمای ذوب ۳۲۰ درجه سانتی گراد و پوشش آلومینیوم با دمای ذوب ۶۶۰ درجه سانتی گراد نمونه هایی از پوشش دهی های موفق با استفاده از آبکاری به روش غوطه وری گرم هستند.
فرآیند پوشش دهی قطعات آهنی و فولادی با به کارگیری روی به منظور محافطت از این قطعات و مقاوم ساختن آن ها در مقابل مشکلاتی نظیر خوردگی و زنگ زدگی تحت عنوان گالوانیزه کردن صورت می پذیرد. نقطه شروع فرآیند گالوانیزه کردن به سال ۱۸۳۷ میلادی و دو کشور فرانسه و انگلیس باز می گردد. امروزه ورق های گالوانیزه را از طریق آبکاری عنصر روی بر سطح ورقه های فولادی تولید می کنند.
آبکاری به روش غوطه وری گرم یکی از رایج ترین روش های پوشش دهی سطح قطعات فلزی فولادی با به کارگیری روی است. بسیاری از کارخانه های فولاد موجود در سراسر دنیا آبکاری به روش غوطه وری گرم را مورد استفاده قرار می دهند.
پوشش روی ایجاد شده در اثر استفاده از آبکاری به روش غوطه وری گرم بر روی سطح قطعه فولادی ضخیم و در عین حال بلوری می باشد. گفتنی است که در طول انجام فرآیند آبکاری ساختاری چند لایه متشکل از آلیاژ روی و فولاد در میان پوشش روی موجود بر سطح قطعه فولادی ایجاد شده که گاها شکننده می باشد.
روش های انجام فرآیند آبکاری به روش غوطه وری گرم
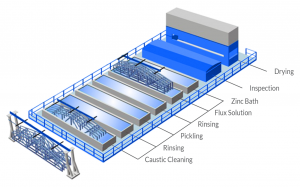
همان گونه که پیش تر اشاره کردیم، آبکاری به روش غوطه وری گرم را در عبارتی ساده و قابل درک می توان به عنوان پوششی تشکیل شده در اثر فرو بردن قطعه فولادی یا آهنی مورد نظر در حمام روی مذاب تعریف کرد. این روش بیش از ۱۵۰ سال قدمت و کارایی دارد. جالب است بدانید که عمده روی تولید شده در جهان به منظور استفاده در این نوع آبکاری مورد استفاده قرار می گیرد. ماهیت مقاومت پوشش روی موجب مقاومت آن در برابر تجزیه طبیعی می گردد. آهنی یا فولادی مورد نظر را در حمام روی دارای دمای تقریبی ۴۶۰ درجه سانتی گراد واراد نموده و غوطه ور می سازند. پس از این مرحله قطعه مذکور از حمام روی خارج شده و پوشش روی موجود بر سطح آن بلافاصله پس از قرارگیری در هوای آزاد ابتدا با اکسیژن واکنش داده و پس از آن با کربن وارد واکنش می شود. در اثر این واکنش های متوالی لایه ای در سطح فلز روی ایجاد می گردد که زمینه افزایش مقاومت آن در برابر زنگ زدگی را فراهم می سازد.
تکنولوژی انجام آبکاری به روش غوطه وری گرم
آبکاری به روش غوطه وری گرم از جمله آبکاری هایی است که نیازمند وجود منبع ولتاژ خارجی نبوده و تنها با غوطه ور ساختن قطعه فلزی مورد نظر در وان روی مذاب قابل انجام است.
کاربرد آبکاری به روش غوطه وری گرم
آبکاری به روش غوطه وری گرم را غالبا در زمینه هایی نظیر پوشش دهی قطعات فولادی همچون لوله های ساخته شده از فولاد، سیم ها و مفتول های فولادی، اتصالات تهیه شده از فولاد، قطعات پیش ساخته فولادی و همچنین ورق های ساخته شده از فولاد به کار می گیرند.
مزایا و معایب آبکاری به روش غوطه وری گرم
یکی از مهم ترین مزایای آبکاری به این روش هزینه کم و مقرون به صرفه آن می باشد. در دنیای تجارت برنده بودن از آن کسانی است که با دریافت هزینه ای پایین کیفیتی بی نظیر را ارائه دهند. صنعت آبکاری نیز از این قانون پیروی می کند. امروزه هزینه آبکاری فلزات به روش غوطه وری گرم در مقایسه با روش هایی نظیر رنگ آمیزی و پوشش های جایگزین بسیار کمتر است.
قابلیت پاسخگویی سریع مزیتی دیگر از آبکاری به روش غوطه وری گرم می باشد. شما در عرض چند دقیقه می توانید قطعه مورد نظرتان را با به کارگیری این روش پوشش دهی کرده و در برابر مشکلاتی نظیر خوردگی و زنگ زدگی محافظت کنید. این در حالی است که سایر روش های آبکاری نظیر رنگ آمیزی به زمانی چندین هفته ای به منظور پاسخگویی نیاز دارند. کنترل کیفیت نهایی آسان از دیگر مزایای این نوع آبکاری می باشد که باعث برتری آن بر بسیاری از روش های دیگر شده است.
یکی از معایب فرآیند آبکاری به روش غوطه وری گرم وابسته بودن کیفیت و چسبندگی پوشش ایجاد شده در این روش به مواردی نظیر درصد خلوص روی استفاده شده در این روش و عنصرهای آلیاژی موجود می باشد. آماده سازی سطح قطعات نیز عامل موثری دیگر در این زمینه است.

پوشش دهی فلزات بابایی
آبکاری فلزات بابایی یکی از برترین فعالان عرصه آبکاری فلزات است که موفق به پیشی گرفتن از بسیاری رقیبان خود شده است. این مرکز آبکاری با اخذ کمترین قیمت آبکاری فلزات مفتخر است که ضامن قابل قبول بودن نتیجه کار باشد!